Gnistbearbetning
Den här typen av bearbetning består i att man låter gnistor genom en elektrod träffa ett begränsat område (hål, profilareor) på ett arbetsstycke blir den utvecklade värmen så intensiv att materialet (metallen) förångas med explosiv hastighet.
Arbetsstycket och elektroden arbetar nedsänkta i ett elektriskt ledande bad (dielektrikum), vanligtvis fotogenbaserat. Elektrodernas form är spegelbilden av det bortbearbetade området. I gränsområdet mellan bortbearbetat och homogent rnaterial bildas på grund av den höga värmeutvecklingen ett tunt, sprött och hårt skikt (Recast). Detta skikt måste i vissa fall slipas bort, främst vid högpåkända detaljer där detta hårda och spröda skikt kan initiera sprickor som sedan leder till materialbrott.
Gnistbearbetning är en långsam metod (ca 20 – 25 mm/tim) och används för att bland annat ta upp hål till kylkanaler i turbinskovlar och ledskenor som är igenlödda eller igensvetsade, bortbearbetning av ledskenor i kompressorledskenekransar och till diverse modifieringsarbeten på husdetaljer.
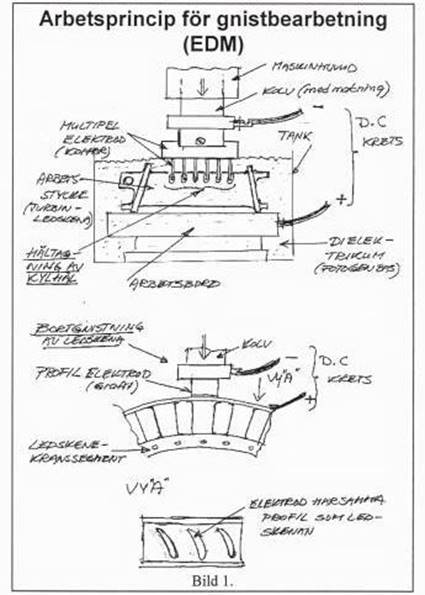
Metoden arbetar lika snabbt om materielet är härdat eller ej. Arbetsprincipen för metoden visas på bild 1 samt exempel på detaljer som ”gnistas”.
Metodens fördel är bland annat dess enkelhet när det gäller operativ drift samt relativt låg investeringskostnad jämfört med de elektrokemiska bearbetningsmetoderna som används företrädesvis vid nytillverkning, (håltagning bearbetning för vissa mönster, urtag etc.).
Här kan nämnas att laserhåltagning blir ett allt vanligare alternativ till både gnistbearbetning (EDM) och elektrokemisk bearbetning (ECIN11).